













ABS
Acrylonitrile Butadiene Styrene
You will weld reliably smooth and long welds with an extruder. A hand welding extruder is particularly well suited for container construction and for construction in series.
If you are looking for a professional plastic welder to weld sheets or containers, pipes and tubs, you will be very interested in an extruder. An extruder proves its worth in demanding applications due to its compact size and the high quality of the weld.
You will find your extruder here.
We offer you a selection of professional welding extruders from Munsch and Herz for plastic welding.
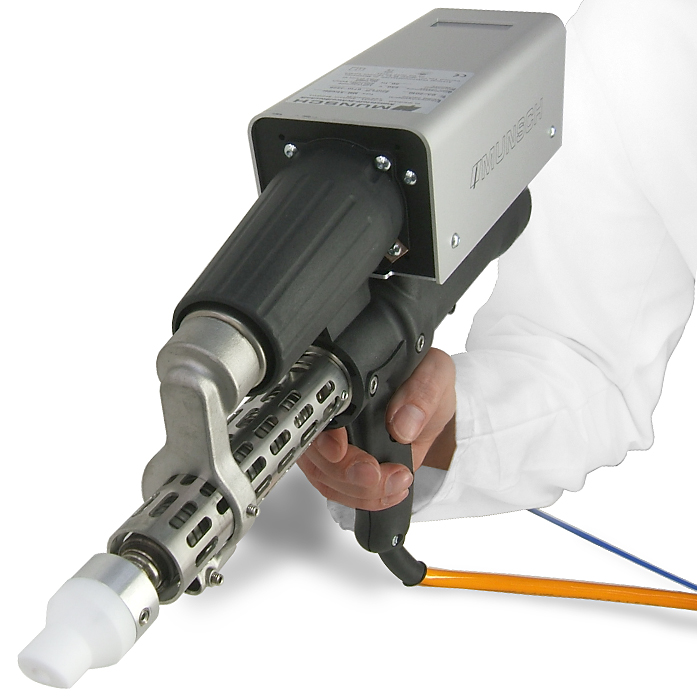
A hand welding extruder convinces with smooth welds.
A professional welding machine for industrial use.
An extruder continuously feeds the welding filler material with an extruder screw.
The result is a smooth, stable and reliable weld.
The speed and temperature can be adjusted.
The joining parts are plasticised by a jet of hot air.
The machine automatically feeds the welding rod from a spool.
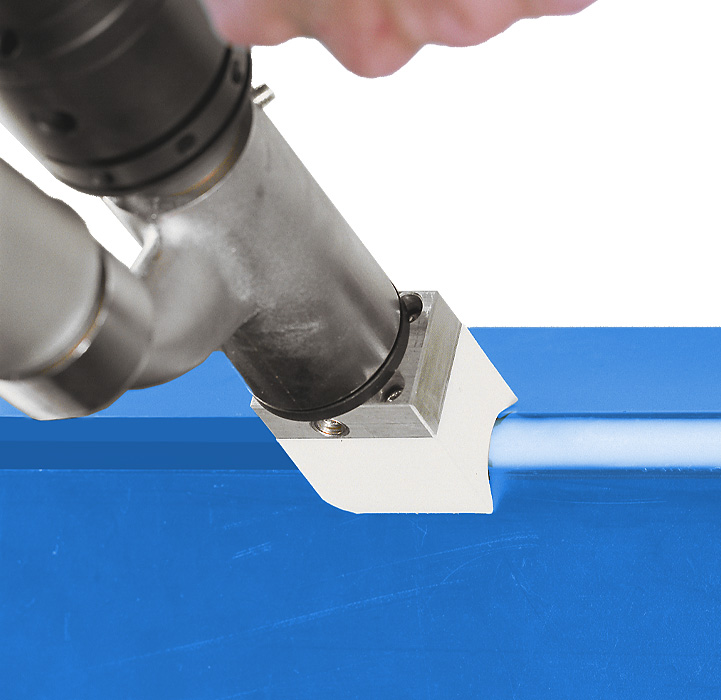
The shape of the weld is determined by the welding shoe used. The size and length depends on the volume of the weld.
There is a suitable welding shoe for your application.
There are various sizes of tips for welding in a corner, fillet for welding an X-weld or V-weld.
The welding shoes are mostly made of slippery material.
The joining area is prepared by machining in order to weld onto non-oxidised material.
Large parts and thick sheets can be welded together due to the high output of an extruder.
> We will be happy to describe the workflow to you in detail.


Save time and costs through efficiency in extrusion welding.
A complex finishing of the weld is often not necessary, as you will achieve a smooth weld seam.
With an extruder you weld in series, construct containers and struts and join pipes and other plastic parts.
Let us convince you how easy an extruder is to handle and how quickly your trained personnel will weld reliably.
depending on the model, 230 V / 50 Hz
brushless or with brushes
depending on the model
adjustable, maximum flow rate depending on model
adjustable
depending on extruder
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information
The spool with welding rod is put on the unroll stand and the rod is fed through the opening on the side.
You will unwind the rod without overlapping, tangling or knotting.
The rotary movement is slightly braked, so that the spool does not roll on uncontrolled, but stops when the welding rod is no longer pulled.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationChoose a welding shoe with the appropriate geometry for the shape of the weld.
The welding shoes are mostly made of PTFE and are available in different sizes.
There are suitable tips for a corner weld, fillet weld, X-weld, V-weld and for a surfacing weld or for foil welding.
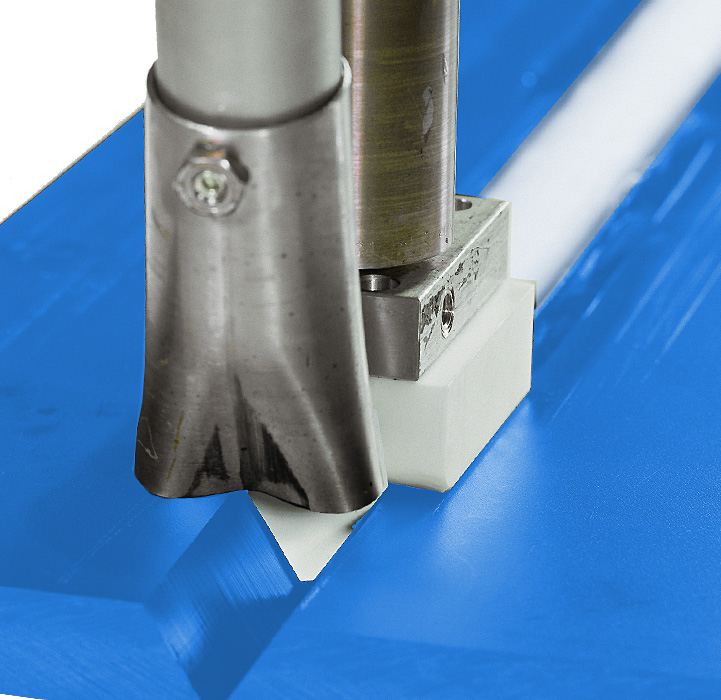
The welding pressure is generated by a surface on the welding shoe.
The length of the welding shoe depends on the weld thickness.
The pressure area should have a length of up to 35 mm for welds up to 15 mm in thickness, approx. 45 mm for welds 15 – 20 mm in thickness and ~ 55 mm for welds 20 – 30 mm in thickness.
The nose on a welding shoe ensures that the necessary melt pressure can build up.
Warm up the welding shoe before starting the welding process.
To do this, attach a reflector in front of the welding shoe or let extrudate run through the welding shoe.
Welding with a welding shoe that is too cold can result in a rough and uneven surface.
The temperature can be adjusted on an extruder.
The melt temperature is measured with an insertion sensor in the middle of the welding shoe before starting.
The temperature of the hot air is also checked with a measuring device. In the nozzle cross-section between nozzle outlet and 5 mm depth.
Make a suitable joint gap in the joining area and clean the area.
To ensure that you weld on non-oxidised material, machine the area immediately before welding. With a scraper, for example.
You can weld in several layers, if the weld volume is so large that the weld cannot be filled in one pas.
Remove unwelded seam edges by cutting. You can keep the distortion low by welding alternately.
The quality of extrusion welding is determined by the craftsmanship of the user.
The speed depends on the mass output from the extruder and the volume of the weld.
Aim the hot air jet at the joining area.
Activate the drive when you realise that the surface is melting. Der Schweißzusatz tritt nun aus.
Achten Sie darauf, dass sich beim Schweißen eine kleine Wulst von Schmelze vor dem Schweißschuh bildet.
Move the extruder at moderate speed.
You apply pressure to the weld via the welding shoe, which interacts with the welding speed.
The contact pressure must be sufficiently high to generate a sufficiently high melt pressure in the root and edge area.
A too high welding pressure leads to a seam protrusion behind the welding shoe or to a too large root protrusion.
The welding shoe is guided centrally in relation to the weld.





Acrylonitrile Butadiene Styrene

Acrylonitrile Butadiene Styrene / Polycarbonat

Acrylonitrile-Styrene-Acrylate-Copolymerizate

Polyamide / Nylon
Polycarbonate

Polyethylene
Polypropylene

Polypropylene EPDM

soft PP

Polystyrene

Polyvinyl Chloride

thermoplastic elastomer
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information