













ABS
Acrylnitril-Butadien-Styrol
Mit einem Extruder schweißen Sie zuverlässig glatte und lange Schweißnähte. Besonders gut ist ein Handschweißextruder für den Behälterbau und für die Konstruktion in Serie geeignet.
Wenn Sie nach einem professionellem Kunststoffschweißgerät suchen um Platten oder Behälter, Rohre und Wannen zu schweißen, wird Sie ein Extruder sehr interessieren. Durch die kompakte Baugröße und die hohe Güte der Schweißnaht bewährt sich ein Extruder bei anspruchsvollen Anwendungen.
Bei uns finden Sie Ihren Extruder.
Wir bieten Ihnen eine Auswahl professioneller Schweißextruder der Firma Munsch und Herz für das Kunststoffschweißen.
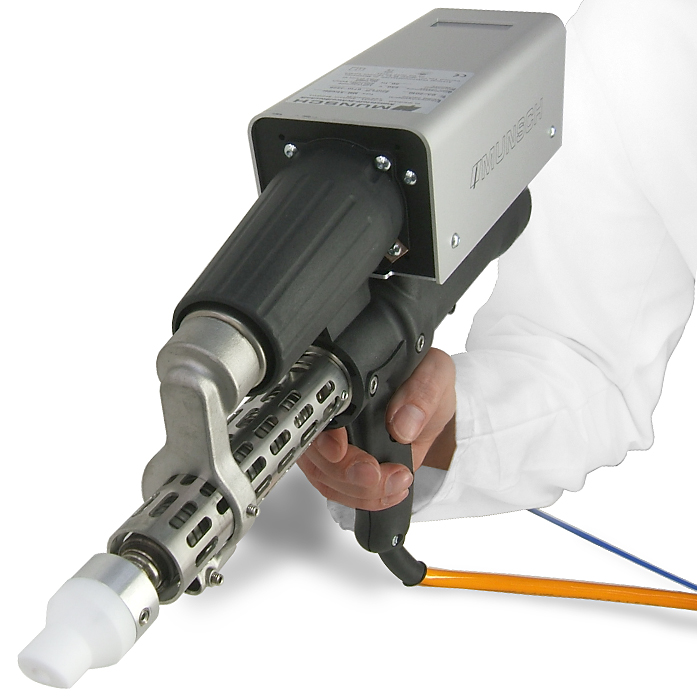
Ein Handschweißextruder überzeugt durch glatte Schweißnähte.
Ein professionelles Schweißgerät für den industriellen Einsatz.
Ein Extruder fördert den Schweißzusatz kontinuierlich mit einer Extruderschnecke.
Das Ergebnis ist eine glatte, stabile und zuverlässige Schweißnaht.
Die Geschwindigkeit und die Temperatur können eingestellt werden.
Die Fügeteile werden durch einen warmen Luftstrahl plastifiziert.
Den Schweißzusatz zieht die Maschine selbststätig als Schweißdraht von einer Spule ein.
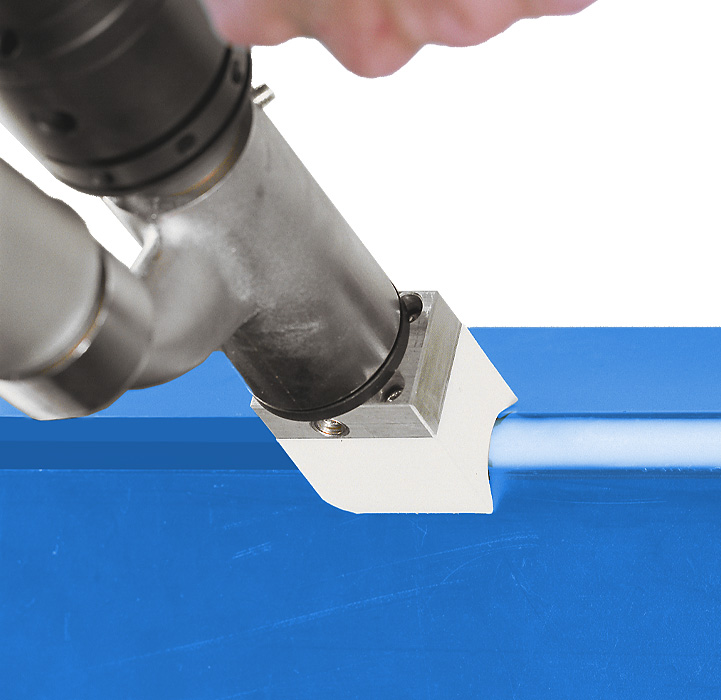
Die Nahtform wird durch den verwendeten Schweißschuh bestimmt. Die Größe und Länge richtet sich dabei nach dem Volumen der Schweißnaht.
Für Ihre Anwendung gibt es einen passenden Schweißschuh.
In verschiedenen Größen gibt es Aufsätze für das Schweißen in einer Ecke, Kehle zum Schweißen einer X-Naht oder V-Naht.
Die Schweißschuhe werden meistens aus gleitfähigem Material gefertigt.
Die Fügestelle wird durch Spanen vorbereitet um auf nicht-oxidiertes Material zu schweißen.
Durch die hohe Leistung eines Extruders können große Teile und dicke Platten miteinander verschweißt werden.


Sparen Sie Zeit und Kosten durch die Effizienz beim Extruderschweißen.
Eine aufwändige Nachbearbeitung der Schweißnaht ist oft nicht notwendig, da Sie eine glatte Schweißnaht erzielen werden.
Mit einem Extruder schweißen Sie in Serie, konstruieren Behälter und Verstrebungen und verbinden Rohre und andere Kunststoffteile.
Lassen Sie sich überzeugen, wie einfach ein Extruder in seiner Handhabung ist und wie schnell Ihr geschultes Personal zuverlässig schweißen wird.
abhängig vom Modell, 230 V / 50 Hz
bürstenlos oder bürstenbehaftet
abhängig vom Modell
regelbar, maximale Fördermenge abhängig vom Modell
regelbar
je nach Extruder
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen
Die Spule mit Schweißdraht wird auf die Abrollhilfe gesteckt und der Draht durch die seitliche Öffnung geleitet.
Der Draht kann ohne Überschlagen, Verhaspeln oder Verknoten abgewickelt werden.
Die Drehbewegung wird leicht gebremst, wodurch die Spule nicht unkontrolliert weiterrollt, sondern stehen bleibt, wenn nicht mehr an dem Schweißdraht gezogen wird.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenFür die Nahtform wählen Sie einen Schweißschuh mit der passenden Geometrie.
Die Schweißschuhe sind meist aus PTFE gefertigt und in verschiedenen Größen erhältlich.
Es gibt passende Aufsätze für eine Ecknaht, Kehlnaht, X-Naht, V-Naht und für eine Auftragsnaht bzw. zum Folienschweißen.
Der Schweißdruck wird durch eine Fläche am Schweißschuh erzeugt.
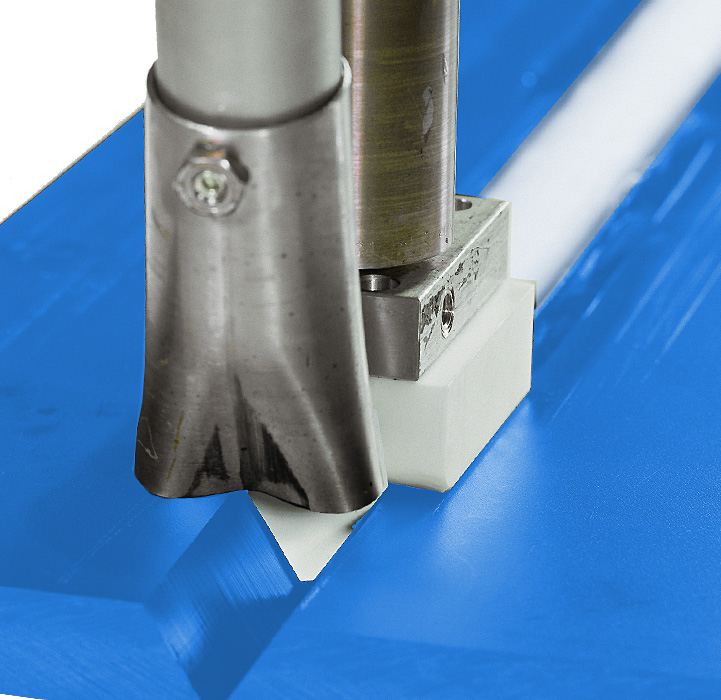
Die Länge des Schweißschuhes richtet sich nach der Nahtdicke.
Die Andruckfläche sollte ein Länge von bis zu 35 mm bei bis zu 15 mm dicken Nähten, ca. 45 mm bei 15 – 20 mm dicken Nähten und ~ 55 mm bei 20 – 30 mm dicken Nähten haben.
Die Nase an einem Schweißschuh sorgt dafür, dass sich der notwendige Schmelzdruck aufbauen kann.
Vor Beginn des Schweißvorgangs erwärmen Sie den Schweißschuh.
Dafür stecken Sie einen Refklektoraufsatz vor den Schweißschuh oder lassen Extrudat durch den Schweißschuh laufen.
Bei dem Schweißen mit einem zu kalten Schweißschuh kann eine rauhe und unebene Oberfläche entstehen.
Die Temperatur kann bei einem Extruder eingestellt werden.
Die Massetemperatur wird aber vor Beginn mit einem Einstechfühler in der Strangmitte des Schweißschuhes gemessen.
Auch die Temperatur der Heißluft wird mit einem Messgerät geprüft. Im Düsenquerschnitt zwischen Düsenaustritt und 5 mm Tiefe.
Im Fügebereich stellen Sie eine geeignete Schweißfuge her und säubern den Bereich.
Damit Sie sicherstellen können, dass auf nichtoxidierten Werkstoff geschweißt wird bearbeiten Sie den Bereich unmittelbar vor dem Schweißen spanend ab. Zum Beispiel mit einer Ziehklinge.
Ist das Nahtvolumen so groß, als dass die Schweißfuge nicht in einem Durchgang gefüllt werden kann mehrlagig geschweißt werden.
Unverschweißte Nahtränder entfernen Sie spanend. Den Verzug können Sie gering halten, indem Sie wechselseitig schweißen.
Beim Extruderschweißen wird die Qualität vom handwerklichen Können des Anwenders bestimmt.
Die Geschwindigkeit richtet sich nach dem Masseausstoß von dem Extruder und nach dem Volumen der Schweißnaht.
Zielen Sie mit dem heißen Luftstrahl auf die Fügestelle.
Wenn Sie erkennen, dass die Oberfläche schmilzt, aktivieren Sie den Antrieb. Der Schweißzusatz tritt nun aus.
Achten Sie darauf, dass sich beim Schweißen eine kleine Wulst von Schmelze vor dem Schweißschuh bildet.
Bewegen Sie den Extruder mit mäßiger Geschwindigkeit.
Über den Schweißschuh üben Sie Druck auf die Schweißnaht, welcher in Wechselwirkung mit der Schweißgeschwindigkeit steht.
Der Andruck muss ausreichend hoch sein um in der Wurzel und im Kantenbereich einen ausreichend hohen Massedruck zu erzeugen.
Ein zu hoher Schweißdruck führt aber zu einer Nahtüberhöhung hinter dem Schweißschuh oder zu einem zu großen Wurzelaustrieb.
Der Schweißschuh wird mittig zur Schweißnaht geführt.





Acrylnitril-Butadien-Styrol

Acrylnitril-Butadien-Styrol / Polycarbonat

Acrylnitril-Styrol-Acrylester-Copolymerisat

Polyamid / Nylon
Polycarbonat

Polyethylen
Polypropylen

Polypropylen EPDM

weiches PP

Polystyrol

Poly-Vinyl-Chlorid

thermoplastisches Elastomer
Sie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen