Temperatures for welding plastic
Pay attention to the correct temperature when welding plastic.
Select the temperature so that the plastic melts slowly and work at a moderate speed.
Too high temperatures can damage the plastic and lead to unreliable welding.
Feel free to follow our recommendation on temperatures to achieve satisfactory and reliable results.
Welding temperatures when using a welding piston, a hot air blower and an Injectiweld or extruder:
Recommendation for temperatures during plastic welding
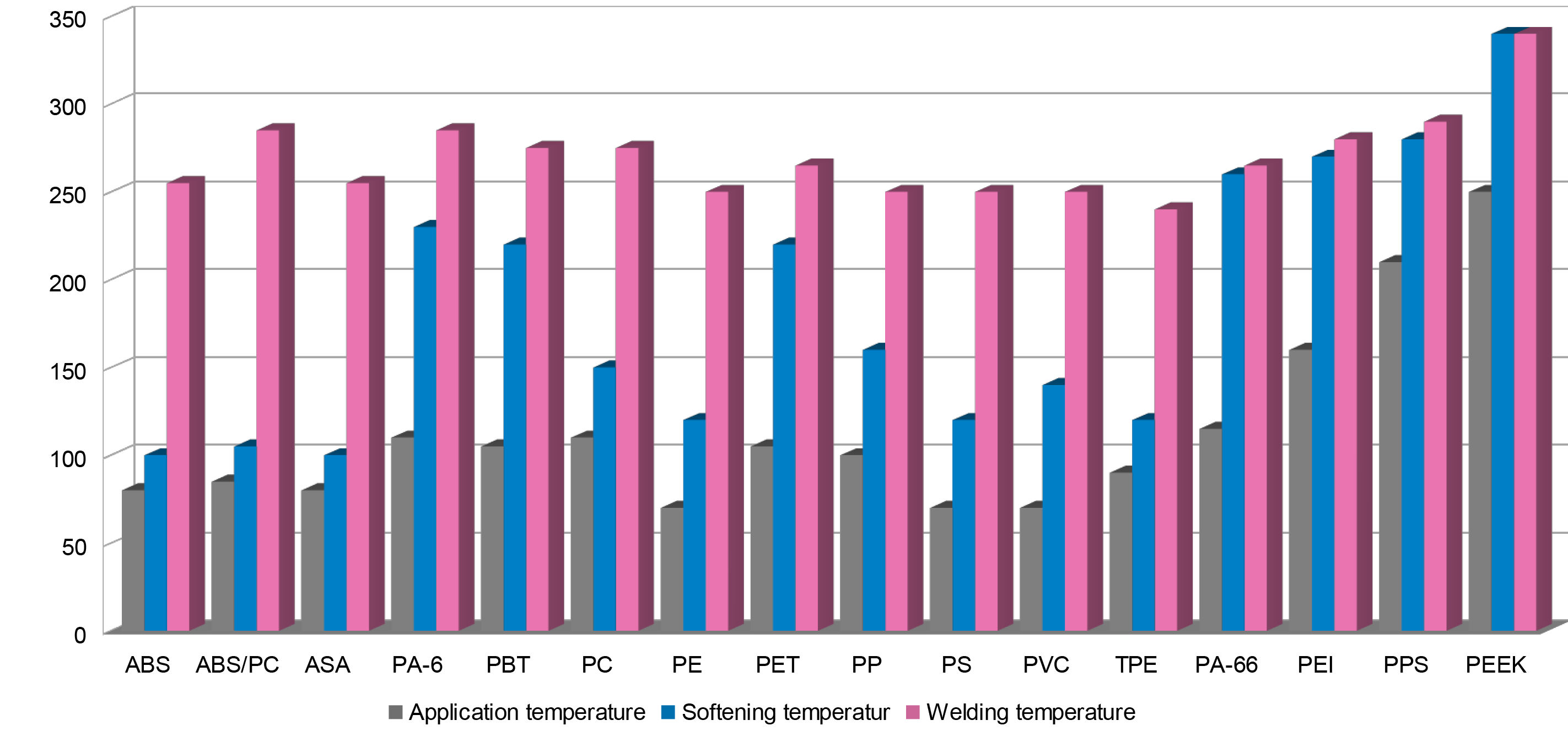
Welding temperatures according to material and tool
ABS
Acrylonitrile Butadiene Styrene
265
°C
-
Welding iron 255 - 285 °C
-
Hot Air Tool 275 - 310 °C
-
Extruder 275 - 300 °C
-
Injectiweld 275 - 300 °C
ABS/PC
Acrylonitrile Butadiene Styrene / Polycarbonat
280
°C
-
Welding iron 275 - 305 °C
-
Hot Air Tool 280 - 320 °C
-
Extruder 285 - 300 °C
-
Injectiweld 285 - 300 °C
ASA
Acrylonitrile Styrene Acrylate
255
°C
-
Welding iron 255 - 285 °C
-
Hot Air Tool 275 - 310 °C
-
Extruder 275 - 300 °C
-
Injectiweld 275 - 300 °C
PA / Nylon
Polyamide
265
°C
-
Welding iron 265 - 285 °C
-
Hot Air Tool 280 - 320 °C
-
Extruder 280 - 300 °C
-
Injectiweld 280 - 300 °C
PC
Polycarbonate
265
°C
-
Welding iron 275 - 285 °C
-
Hot Air Tool 280 - 310 °C
-
Extruder 280 - 300 °C
-
Injectiweld 280 - 300 °C
PE
Polyethylene
245
°C
-
Welding iron 250 - 280 °C
-
Hot Air Tool 265 - 285 °C
-
Extruder 250 - 275 °C
-
Injectiweld 250 - 275 °C
PET
Polyethylen Terephthalate
245
°C
-
Welding iron 250 - 270 °C
-
Hot Air Tool 250 - 275 °C
-
Extruder 250 - 285 °C
-
Injectiweld 250 - 285 °C
PP
Polypropylene
255
°C
-
Welding iron 250 - 285 °C
-
Hot Air Tool 260 - 285 °C
-
Extruder 260 - 285 °C
-
Injectiweld 250 - 285 °C
PP-EPDM
Polypropylene
255
°C
-
Welding iron 250 - 275 °C
-
Hot Air Tool 255 - 280 °C
-
Extruder 250 - 280 °C
-
Injectiweld 250 - 280 °C
PS
Polystyrene
255
°C
-
Welding iron 255 - 285 °C
-
Hot Air tool 275 - 300 °C
-
Extruder 275 - 300 °C
-
Injectiweld 275 - 300 °C
PVC
Polyvinyl Chloride
255
°C
-
Welding iron 250 - 280 °C
-
Hot Air Tool 250 - 280 °C
-
Extruder 250 - 275 °C
-
Injectiweld not possible
TPE
thermoplastic elastomer
255
°C
-
Welding iron 250 - 270 °C
-
Hot Air Tool 255 - 275 °C
-
Extruder 250 - 270 °C
-
Injectiweld 250 - 270 °C
| Material | Dichte | Erweichungstemperatur | Erweichungstemperatur | Zugfestigkeit | Streckdehnung | E-Modul | E-Modul | Schweißtemperatur | Trocknen | Trocknen | Schweißdraht |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS | 1,05 g/cm3 | 100 °C | 100 | 45 MPa | 2,6 % | 2.190 MPa | 2190 | 255 - 310 °C | 85 °C 2-5 h | 85 | Shop |
| smartABS | 1,09 g/cm3 | 100 °C | 100 | 40 MPa | 2,7 % | 2.040 MPa | 2040 | 255 - 300 °C | 80 °C 2-3 h | 80 | |
| ABS/PC | 1,1 g/cm3 | 110 °C | 100 | 55 MPa | 50 % | 2.590 MPa | 2590 | 275 - 320 °C | 90 - 110 °C 2-4 h | 90 | |
| ASA | 1,07 g/cm3 | 110 °C | 110 | 55 MPa | 3,5 % | 2.590 MPa | 2590 | 255 - 310 °C | 85 °C 2-4 h | 85 | Shop |
| HiPS | 1,04 g/cm3 | 95 °C | 95 | 25 MPa | 1,5 % | 1.990 MPa | 1990 | 255 - 300 °C | 80 °C 2-3 h | 80 | Shop |
| Moldlay | 1,18 g/cm3 | 55 °C | 55 | 42 MPa | 20 % | 1.950 MPa | 1950 | 70 °C 1-3 h | 70 | ||
| Nylon / PA | 1,01 g/cm3 | 140 °C | 140 | 40 MPa | 5,0 % | 1.390 MPa | 1390 | 265 - 320 °C | 85 °C 3-5 h | 85 | Shop |
| PC | 1,2 g/cm3 | 140 °C | 140 | 65 MPa | 6,0 % | 2.390 MPa | 2390 | 275 - 310 °C | 120 °C 4 h | 120 | Shop |
| PE | 0,95 g/cm3 | 70 °C B | 70 | 22 Mpa | 10 % | 1.000 MPa | 1000 | 245 - 285 °C | Shop | ||
| PET | 1,29 g/cm3 | 78 °C | 78 | 50 MPa | 4,0 % | 2.970 MPa | 2970 | 245 - 285 °C | 70 °C 6 h | 70 | |
| PP | 0,9 g/cm3 | 140 °C | 140 | 20 MPa | 50 % | 1.140 MPa | 1140 | 250 - 285 °C | Shop | ||
| PVC | 1,4 g/cm3 | 74 °C B | 74 | 58 MPa | 4,0 % | 3.300 MPa | 3300 | 250 - 280 °C | 70 °C 1-3 h | 70 | Shop |
| TPE | 0,97 g/cm3 | 250 - 270 °C | 80 °C 2-4 h | 80 | Shop | ||||||
| TPU | 1,2 g/cm3 | 40 MPa | 600 % | 12 Mpa | 12 | 250 - 270 °C | 100 °C 1-2 h | 100 |