Temperaturen für das Schweißen von Kunststoff
Achten Sie beim Kunststoffschweißen auf die richtige Temperatur.
Wählen Sie die Temperatur so, dass der Kunststoff langsam aufschmilzt und arbeiten Sie in einer mäßigen Geschwindigkeit.
Zu hohe Temperaturen können den Kunststoff schädigen und zu einer unzuverlässigen Verschweißung führen.
Orientieren Sie sich gerne an unserer Empfehlung zu den Temperaturen, damit Sie zufriedenstellende und zuverlässige Ergebnisse erreichen.
Schweisstemperaturen bei der Verwendung von einem Schweißkolben, einem Heißluftgebläse und von einem Injectiweld oder Extruder:
Empfehlung für die Temperaturen beim Kunststoffschweißen
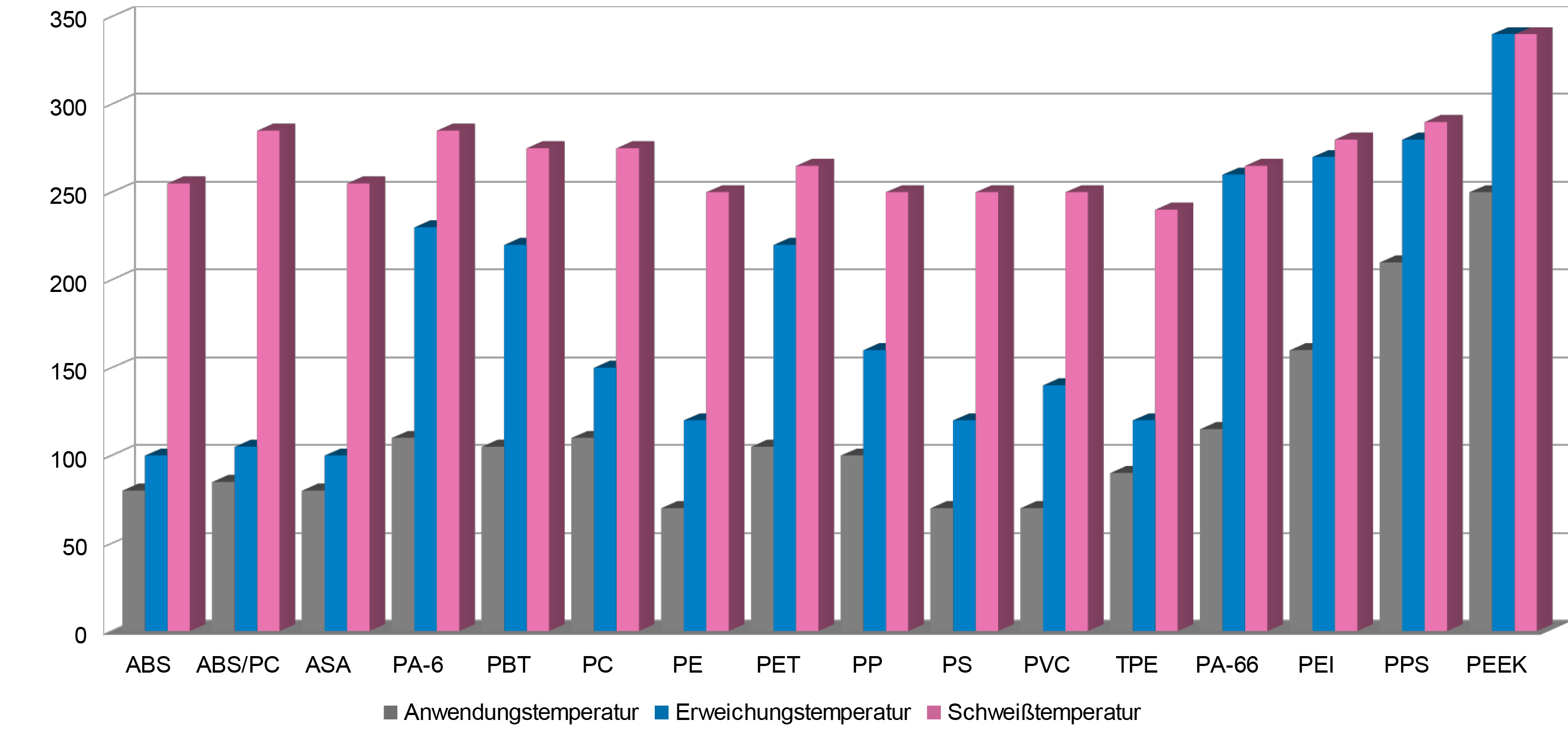
Schweisstemperaturen nach Material und Werkzeug
ABS
Acrylnitril-Butadien-Styrol
265
°C
-
Schweißkolben 255 - 285 °C
-
Heißluftgebläse 275 - 310 °C
-
Extruder 275 - 300 °C
-
Injectiweld 275 - 300 °C
ABS/PC
Acrylnitril-Butadien-Styrol / Polycarbonat
280
°C
-
Schweißkolben 275 - 305 °C
-
Heißluftgebläse 280 - 320 °C
-
Extruder 285 - 300 °C
-
Injectiweld 285 - 300 °C
ASA
Acrylnitril-Styrol-Acrylester-Copolymerisat
255
°C
-
Schweißkolben 255 - 285 °C
-
Heißluftgebläse 275 - 310 °C
-
Extruder 275 - 300 °C
-
Injectiweld 275 - 300 °C
PA / Nylon
Polyamid
265
°C
-
Schweißkolben 265 - 285 °C
-
Heißluftgebläse 280 - 320 °C
-
Extruder 280 - 300 °C
-
Injectiweld 280 - 300 °C
PC
Polycarbonat
265
°C
-
Schweißkolben 275 - 285 °C
-
Heißluftgebläse 280 - 310 °C
-
Extruder 280 - 300 °C
-
Injectiweld 280 - 300 °C
PE
Polyethylen
245
°C
-
Schweißkolben 250 - 280 °C
-
Heißluftgebläse 265 - 285 °C
-
Extruder 250 - 275 °C
-
Injectiweld 250 - 275 °C
PET
Polyethylenterephthalat
245
°C
-
Schweißkolben 250 - 270 °C
-
Heißluftgebläse 250 - 275 °C
-
Extruder 250 - 285 °C
-
Injectiweld 250 - 285 °C
PP
Polypropylen
255
°C
-
Schweißkolben 250 - 285 °C
-
Heißluftgebläse 260 - 285 °C
-
Extruder 260 - 285 °C
-
Injectiweld 250 - 285 °C
PP-EPDM
Polypropylen
255
°C
-
Schweißkolben 250 - 275 °C
-
Heißluftgebläse 255 - 280 °C
-
Extruder 250 - 280 °C
-
Injectiweld 250 - 280 °C
PS
Polystyrol
255
°C
-
Schweißkolben 255 - 285 °C
-
Heißluftgebläse 275 - 300 °C
-
Extruder 275 - 300 °C
-
Injectiweld 275 - 300 °C
PVC
Poly-Vinyl-Chlorid
255
°C
-
Schweißkolben 250 - 280 °C
-
Heißluftgebläse 250 - 280 °C
-
Extruder 250 - 275 °C
-
Injectiweld nicht möglich
TPE
thermoplastisches Elastomer
255
°C
-
Schweißkolben 250 - 270 °C
-
Heißluftgebläse 255 - 275 °C
-
Extruder 250 - 270 °C
-
Injectiweld 250 - 270 °C
| Material | Dichte | Erweichungstemperatur | Erweichungstemperatur | Zugfestigkeit | Streckdehnung | E-Modul | E-Modul | Schweißtemperatur | Trocknen | Trocknen | Schweißdraht |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS | 1,05 g/cm3 | 100 °C | 100 | 45 MPa | 2,6 % | 2.190 MPa | 2190 | 255 - 310 °C | 85 °C 2-5 h | 85 | Shop |
| smartABS | 1,09 g/cm3 | 100 °C | 100 | 40 MPa | 2,7 % | 2.040 MPa | 2040 | 255 - 300 °C | 80 °C 2-3 h | 80 | |
| ABS/PC | 1,1 g/cm3 | 110 °C | 100 | 55 MPa | 50 % | 2.590 MPa | 2590 | 275 - 320 °C | 90 - 110 °C 2-4 h | 90 | |
| ASA | 1,07 g/cm3 | 110 °C | 110 | 55 MPa | 3,5 % | 2.590 MPa | 2590 | 255 - 310 °C | 85 °C 2-4 h | 85 | Shop |
| HiPS | 1,04 g/cm3 | 95 °C | 95 | 25 MPa | 1,5 % | 1.990 MPa | 1990 | 255 - 300 °C | 80 °C 2-3 h | 80 | Shop |
| Moldlay | 1,18 g/cm3 | 55 °C | 55 | 42 MPa | 20 % | 1.950 MPa | 1950 | 70 °C 1-3 h | 70 | ||
| Nylon / PA | 1,01 g/cm3 | 140 °C | 140 | 40 MPa | 5,0 % | 1.390 MPa | 1390 | 265 - 320 °C | 85 °C 3-5 h | 85 | Shop |
| PC | 1,2 g/cm3 | 140 °C | 140 | 65 MPa | 6,0 % | 2.390 MPa | 2390 | 275 - 310 °C | 120 °C 4 h | 120 | Shop |
| PE | 0,95 g/cm3 | 70 °C B | 70 | 22 Mpa | 10 % | 1.000 MPa | 1000 | 245 - 285 °C | Shop | ||
| PET | 1,29 g/cm3 | 78 °C | 78 | 50 MPa | 4,0 % | 2.970 MPa | 2970 | 245 - 285 °C | 70 °C 6 h | 70 | |
| PP | 0,9 g/cm3 | 140 °C | 140 | 20 MPa | 50 % | 1.140 MPa | 1140 | 250 - 285 °C | Shop | ||
| PVC | 1,4 g/cm3 | 74 °C B | 74 | 58 MPa | 4,0 % | 3.300 MPa | 3300 | 250 - 280 °C | 70 °C 1-3 h | 70 | Shop |
| TPE | 0,97 g/cm3 | 250 - 270 °C | 80 °C 2-4 h | 80 | Shop | ||||||
| TPU | 1,2 g/cm3 | 40 MPa | 600 % | 12 Mpa | 12 | 250 - 270 °C | 100 °C 1-2 h | 100 |